
Z7C પ્રકાર લોકીંગ એસેમ્બલ

જોડાણ પહેલાં તૈયારી
1. GB1957-81 “સ્મૂથ લિમિટ રેગ્યુલેશન્સ” માં ઉલ્લેખિત ગેજનો ઉપયોગ કરીને અથવા GB3177-82 “સરળ વર્કપીસના પરિમાણોનું નિરીક્ષણ” માં ઉલ્લેખિત પદ્ધતિઓ અનુસાર કપ્લિંગના શાફ્ટ અને હોલના પરિમાણોનું પરીક્ષણ કરવામાં આવશે.
2. સંયુક્ત સપાટી ગંદકી, કાટ અને નુકસાનથી મુક્ત હોવી જોઈએ.
3. સ્વચ્છ વિસ્તરણ સ્લીવ સપાટી અને બંધનકર્તા ભાગની સંયુક્ત સપાટી પર લ્યુબ્રિકેટિંગ તેલ (મોલિબડેનમ સલ્ફાઇડ એડિટિવ ન હોય)નો એક સ્તર સમાનરૂપે લાગુ કરો.
વિસ્તરણ સ્લીવ સ્થાપન
1. જોડાયેલા ભાગને શાફ્ટ પર દબાણ કરો જેથી કરીને તે ડિઝાઇનમાં ઉલ્લેખિત સ્થિતિમાં પહોંચે.
2. જોડાણના ઝોકને રોકવા માટે, છૂટક સ્ક્રૂની વિસ્તરણ સ્લીવને કનેક્ટિંગ હોલમાં સરળતાથી દાખલ કરો, અને પછી સ્ક્રૂને કડક કરવામાં ઉલ્લેખિત પદ્ધતિ અનુસાર સ્ક્રૂને સજ્જડ કરો.
સ્ક્રૂ પદ્ધતિ
1. વિસ્તરણ સ્લીવ સ્ક્રૂને ત્રાંસા અને ક્રોસ દિશામાં ટોર્ક રેન્ચનો ઉપયોગ કરીને સમાનરૂપે કડક કરવા જોઈએ.
2. દરેક પ્રકારના વિસ્તરણ સ્લીવના નિર્દિષ્ટ મૂલ્ય અનુસાર સિંગલ સ્ક્રુના ટોર્કને સજ્જડ કરો.
3. સ્ક્રૂને કડક કરતા પહેલા ગેપને દૂર કરો અને પ્રક્રિયા અનુસાર સ્ક્રૂને સજ્જડ કરો.
4. ફીટ બાંધવાની પ્રક્રિયા નીચે મુજબ છે:
a ગેપને દૂર કર્યા પછી 1/3MA મૂલ્ય સાથે સજ્જડ કરો;
b 1/2MA મૂલ્ય સાથે સજ્જડ;
c MA મૂલ્ય સાથે સજ્જડ;
ડી. બધા સ્ક્રૂ તપાસવા માટે MA નો ઉપયોગ કરો.
વિસ્તરણ સ્લીવ દૂર
1. બધા સ્ક્રૂને ઢીલા કરો, પરંતુ બધા સ્ક્રૂને દૂર કરશો નહીં.
2. બહાર નીકળતા ગેલ્વેનાઈઝ્ડ સ્ક્રૂને દૂર કરો, બહાર નીકળતા સ્ક્રૂને ફ્રન્ટ પ્રેશર રિંગના સહાયક સ્ક્રુ છિદ્રમાં સ્ક્રૂ કરો, વિસ્તરણ રિંગને છૂટા કરવા માટે વિસ્તૃત ટ્રાન્સમિશન મેમ્બરને હળવેથી ટેપ કરો અને પછી વિસ્તરણ સ્લીવને બહાર કાઢો.
3. વિસ્તરણ સ્લીવના વિવિધ પ્રકારો, વસ્તુઓમાંથી સ્પેરપાર્ટસ છૂટા પાડવાની પદ્ધતિઓ પણ અલગ છે, તેની લાક્ષણિકતાઓને સંપૂર્ણપણે સમજવી જોઈએ અને પછી ડિસએસેમ્બલીનું પરીક્ષણ કરવું જોઈએ, જેથી ઇજેક્શન થ્રેડના નુકસાનને અટકાવી શકાય.
4. Z1 વિસ્તરણ સ્લીવને દૂર કરતી વખતે, પહેલા પ્રેશર પ્લેટના સ્ક્રૂને ઢીલો કરો અને પછી વિસ્તરણ રિંગને છૂટા કરવા માટે વિસ્તૃત ટ્રાન્સમિશન ભાગને હળવેથી ટેપ કરો, જેને દૂર કરી શકાય છે.
સંરક્ષણ
1. ઇન્સ્ટોલેશન પછી, વિસ્તરણ સ્લીવના ખુલ્લા અંતના ચહેરા અને સ્ક્રુના માથા પર એન્ટિ-રસ્ટ ગ્રીસનો એક સ્તર લાગુ કરો.
2. ઓપન એર ઓપરેશન અથવા મશીનના નબળા કાર્યકારી વાતાવરણમાં, નિયમિતપણે ખુલ્લા વિસ્તરણ સ્લીવના અંતના ચહેરા પર એન્ટી-રસ્ટ ગ્રીસ સાથે હોવું જોઈએ.
3. વિસ્તરણ સ્લીવ્સ માટે કે જેને કાટરોધક માધ્યમોમાં કામ કરવાની જરૂર હોય, વિસ્તરણ સ્લીવ્સના કાટને રોકવા માટે વિશેષ સુરક્ષા (જેમ કે કવર પ્લેટ) લેવી જોઈએ.
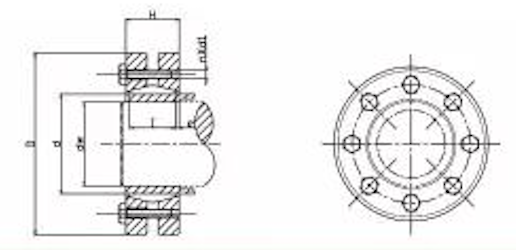
| મૂળભૂત કદ | રેટેડ લોડ | વજન | |||
| d | D | dw | અક્ષીય બળ Ft | ટોર્ક માઉન્ટ | wt |
| મૂળભૂત પરિમાણો(mm) | kN | kN-m | kg | ||
| 200 | 350 | 145 | 1291 | 93 | 50 |
| 150 | 1353 | 101.5 | |||
| 155 | 1409 | 109.2 | |||
| 160 | 1625 | 130 | |||
| 220 | 370 | 165 | 1703 | 140.5 | 65 |
| 170 | 1776 | 151 | |||
| 170 | 1835 | 156 | |||
| 240 | 405 | 180 | 1994 | 179.5 | 87 |
| 190 | 2137 | 203 | |||
| 190 | 2242 | 213 | |||
| 260 | 430 | 200 | 2390 | 239 | 100 |
| 210 | 2542 | 265 | |||
| 210 | 2686 | 282 | |||
| 280 | 460 | 220 | 2900 છે | 319 | 132 |
| 230 | 3087 | 355 | |||
| 230 | 2965 | 341 | |||
| 300 | 485 | 240 | 3175 પર રાખવામાં આવી છે | 381 | 140 |
| 245 | 3273 | 401 | |||
| 320 | 520 | 240 | 3317 | 398 | 165 |
| 250 | 3536 | 442 | |||
| 260 | 3738 | 486 | |||
| 340 | 570 | 250 | 4080 | 510 | 240
|
| 260 | 4307 | 560 | |||
| 270 | 4519 | 610 | |||
| 360
| 590
| 280 | 4707 | 659 | 250
|
| 290 | 4931 | 715 | |||
| 295 | 5044 | 744 | |||
| 390
| 660
| 300 | 5733 છે | 860 | 350
|
| 310 | 5903 | 915 | |||
| 320 | 6063 છે | 970 | |||
| 420
| 690
| 330 | 6182 | 1020 | 410
|
| 340 | 6470 છે | 1100 | |||
| 350 | 6743 | 1180 | |||
| 460
| 770
| 360 | 7222 છે | 1300 | 540
|
| 370 | 7514 | 1390 | |||
| 380 | 7789 | 1480 | |||
| 500 | 850 | 400 | 9400 છે | 1880 | 750 |
| 410 | 9659 પર રાખવામાં આવી છે | 1980 | |||
| 420 | 9905 છે | 2080 | |||





