
એડેપ્ટર સ્લીવ H31/500 H31/530 H31/560

એડેપ્ટર સ્લીવ સિદ્ધાંત
એડેપ્ટર સ્લીવનો સિદ્ધાંત એવી પદ્ધતિનો સંદર્ભ આપે છે જેમાં વર્ક પીસ અને સ્લીવ વચ્ચે વર્ક પીસને યોગ્ય કદની સ્લીવમાં મશીનિંગમાં મૂકીને ચોક્કસ ગેપ બનાવવામાં આવે છે અને સ્લીવની બાહ્ય સપાટીનો સંદર્ભ તરીકે ઉપયોગ કરવામાં આવે છે. વર્ક પીસની પરિમાણીય ચોકસાઈની ખાતરી કરો.
એડેપ્ટર સ્લીવના સિદ્ધાંતનો મૂળ વિચાર એ છે કે સ્લીવની બાહ્ય સપાટીનો સંદર્ભ પ્લેન તરીકે ઉપયોગ કરવો એ સુનિશ્ચિત કરવા માટે છે કે મશીનિંગ દરમિયાન સામગ્રીના વિરૂપતા અથવા મશીનિંગ ભૂલોને કારણે વર્ક પીસ પરિમાણીય વિચલનનું કારણ ન બને. મશીનિંગ પ્રક્રિયામાં, વર્ક પીસને સ્લીવમાં સ્લીવ કરવામાં આવે છે, અને સ્લીવની બહારની સપાટી કટર અથવા અન્ય પ્રોસેસિંગ ટૂલ્સની તુલનામાં ખસે છે, અને વર્ક પીસ અને સ્લીવ વચ્ચે ચોક્કસ ગેપ રચાય છે, જેથી પ્રોસેસિંગમાં પ્રક્રિયામાં, વર્ક પીસને સ્લીવના આકાર અનુસાર આપમેળે સુવ્યવસ્થિત કરવામાં આવશે, જેથી વર્ક પીસની પ્રક્રિયાની પરિમાણીય ચોકસાઈની ખાતરી કરી શકાય.
એડેપ્ટર સ્લીવના સિદ્ધાંત દ્વારા, વર્ક પીસની પરિમાણીય ચોકસાઈને અસરકારક રીતે ખાતરી આપી શકાય છે, પ્રક્રિયા કાર્યક્ષમતા સુધારી શકાય છે, અને પ્રક્રિયા ખર્ચ ઘટાડી શકાય છે. જો કે, પ્રાયોગિક એપ્લિકેશનમાં, એડેપ્ટર સ્લીવ સિદ્ધાંતની અસરકારકતાને સુનિશ્ચિત કરવા માટે સ્લીવના કદની પસંદગી અને પ્રોસેસિંગ પ્રક્રિયા દરમિયાન થર્મલ વિકૃતિ જેવા પરિબળોને ધ્યાનમાં લેવાની જરૂર છે. તે જ સમયે, ખાસ કિસ્સાઓમાં, સ્લીવની આંતરિક સપાટીનો ઉપયોગ એડેપ્ટર સ્લીવ સિદ્ધાંતના ઉપયોગને સમજવા માટે સંદર્ભ તરીકે પણ થઈ શકે છે.
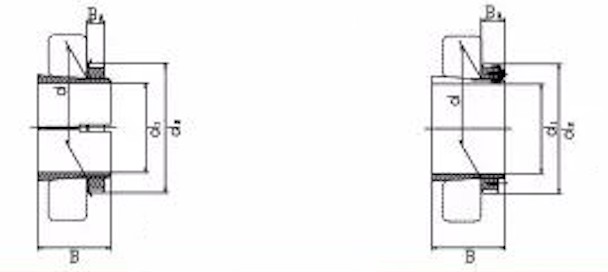
| હોદ્દો | સીમા પરિમાણો | યોગ્ય બેરિંગ(ઓ) | Wt | |||||
| d | d1 | B | d2 | B3 | ગોળાકાર રોલર બેરિંગ | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | - | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | - | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | - | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | - | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | - | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | - | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | - | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | - | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | - | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | - | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | - | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | - | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | - | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | - | 984 |




